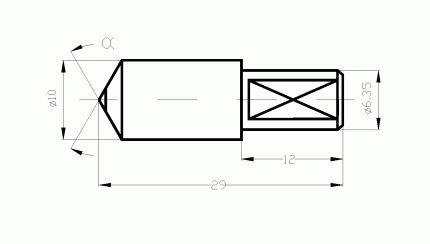
Single-point Rough Dressers
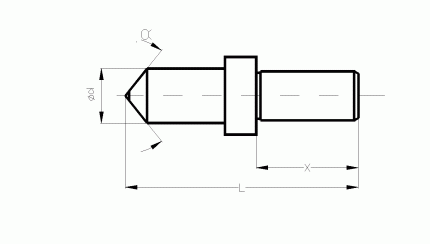
Single-point Ground Dressers
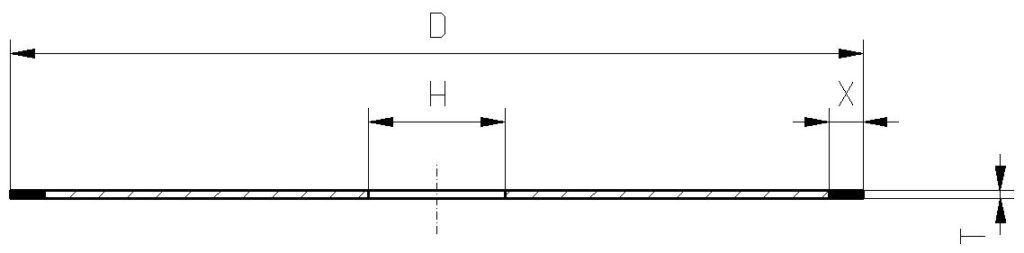
Disc Dressers
Dust Dressers
Multi-point Dressers
Manual holder for Dressers
Single-point Rough Dressers
Single-point Ground Dressers
Disc Dressers
Dust Dressers
Multi-point Dressers
Manual holder for Dressers

Different diamond dressers can be used in the housing with the Morse taper1